POP:惗嶻帪揰忣曬娗棟
俹俷俹乮惗嶻帪揰忣曬娗棟乯偺奣擮偼丄擔杮敪偺僆儕僕僫儖側傕偺偱偁傞丅
1984擭偵挊幰偑奣擮偵傑偲傔偰敪昞偟丄偦偺屻丄崙撪偺妛夛傗僔儞億僕儏僂儉偱徯夘偟偮偮丄1990擭偺俹俠俵僇儞僼傽儗儞僗乮Pacific Conference on Manufacturing;僔僪僯乕丄儊儖儃儖儞乯傗1996擭偺俙俽俵俤乮AMERICAN SOCIETY OF MECHANICAL ENGINEERS乯庡嵜偺擔暷僔儞億僕儏僂儉(儃僗僩儞)偱敪昞偟偰偒偨丅偦偟偰丄1995擭偐傜俁擭娫偵傢偨偭偰丄(嵿)惢憿壢妛媄弍僙儞僞乕偵偍偄偰乽俹俷俹偺昗弨壔埾堳夛乮埾堳挿丗摗堜 恑愭惗乯乿偵傛傝丄挷嵏尋媶偝傟丄傑偲傔傜傟偨傕偺偱偁傞丅
俹俷俹偺掕媊偼師偺傛偆偵偟偰偄傞丅
乽俹俷俹偲偼丄岺応尰応偺帪乆崗乆偵敪惗偡傞惗嶻忣曬傪丄偦偺敪惗尮偱偁傞婡夿丒愝旛丒嶌嬈幰丒儚乕僋乮壛岺懳徾暔乯偺係偮偺偲偙傠偐傜捈愙偵乮儁乕僷乕儗僗乯嵦庢偟丄儕傾儖僞僀儉偵忣曬張棟偟偰尰応娗棟幰偵採嫙偡傞偙偲丄傑偨丄尰応娗棟幰偺敾抐寢壥傪尰応偵巜帵偡傞偙偲丅乿
丂偙偺掕媊偼偄偔偮偐偺怴偟偄奣擮傪採婲偟偰偄傞丅
偦偺侾偼丄岺応尰応偺忣曬敪惗尮偼係偮偁傞偙偲丅
偦偺俀偼丄敪惗尮偐傜偺惗嶻忣曬傪丄墴偟儃僞儞傗愙揰側偳偺怣崋偐傜嵦傞丄傑偨偼僨乕僞傪傕傜偆偲偄偆捈愙揑庤抜偱帺摦揑偵嵦庢偡傞偙偲丅(儁乕僷乕儗僗)
偦偺俁偼丄忣曬張棟偺寢壥傪丄儕傾儖僞僀儉側忣曬傪昁梫偲偟偰偄傞尰応娗棟幰偵嵟弶偵
採嫙偡傞偲偟偰偄傞偙偲丅
偦偺係偼丄俹俷俹偼扨偵尰応偐傜偺忣曬偺傾僢僾儘乕僪偺傒側傜偢丄尰応娗棟幰偺巜帵偲偄偆忣曬偺僟僂儞儘乕僪傕曪娷偟偨奣擮偲偟偰偄傞偙偲丅偟偨偑偭偰丄俹俷俹偼尰応娗棟幰偑尰応傪娗棟偡傞偨傔偺忣曬壔偺奣擮偱偁傝丄俹俷俹僔僗僥儉偼尰応娗棟幰偺偨傔偺忣曬偺僣乕儖偲偟偰偺僔僗僥儉側偺偱偁傞丅
侾丏尰応娗棟幰偺嬈柋偲忣曬巟墖
岺応偺尰応傪娗棟丄娔撀偡傞嶌嬈挿(斍挿丄僌儖乕僾丒儕乕僟)丄惢憿挿乮慻挿丄尰応娔撀乯偦偟偰惢憿壽挿(怑応挿)傪尰応娗棟幰偲傛傋偽丄斵傜偑杮棃偺嬈柋傪偡傞偵偼丄忣曬偲僨乕僞偑晄壜寚偱偁傞偙偲偼尵偆傑偱傕側偄丅偟偐偟側偑傜丄斵傜偺嬈柋偵偮偄偰暘愅偟丄嬈柋悑峴偺応柺偵墳偠偰丄昁梫側偲偒偵丄昁梫側忣曬偲僨乕僞傪採嫙偟偰嬈柋傪巟墖偡傞偙偲偺捛媮偼丄枹偩偵晄廫暘側忬懺偱巆偝傟偰偄傞丅偙偺偙偲傪夝寛偡傞尰応娗棟幰傊偺忣曬巟墖偙偦偑丄俹俷俹偺嵟戝偺栚揑偱偁傞丅
尰応娗棟幰偺杮棃偺嬈柋偼丄侾乯惗嶻弨旛丄俀乯嵎偟棫偰寁夋丄俁乯嶌嬈巜帵丄係乯惗嶻忬嫷偺娔帇偲堎忢懳墳丄俆乯斀徣偲夵慞丄偲峫偊傜傟傞丅
偦偙偱丄偙傟傜嬈柋偵偮偄偰偺忣曬巟墖偵偮偄偰弎傋傞丅
(1)惗嶻弨旛嬈柋
尰応娗棟幰偑峴偆惗嶻弨旛偼丄惗嶻捈慜偺傕偺偱丄偳傟偐侾偮偱傕弨旛偑寚偗傟偽丄惗嶻偵拝庤偱偒側偄偲偄偆傎偳偺尩枾偝偑梫媮偝傟傞丏偟偨偑偭偰丄偙偺嬈柋偺忣曬巟墖偵懳偟偰偼丄僨乕僞偺惛搙偲忣曬偺惓妋偝偑昁梫偱偁傞丅
嬶懱揑偵偼丄晹昳傗嵽椏偺庢傝懙偊忬嫷丄壛岺偵昁梫側恾柺偺梡堄丄岺嶌婡夿偺俶俠僾儘僌儔儉傑偨偼儘儃僢僩偺摦嶌僾儘僌儔儉偺梡堄丄張棟偵昁梫側惂屼忦審偺柧帵弨旛丄嶌嬈庤弴彂傑偨偼嶌嬈偺梫揰偺梡堄丄昁梫側栬嬶丒岺嬶偺弨旛側偳傪丄尰応娗棟幰偑丄忣曬揑偵僠僃僢僋偱偒傞傛偆偵偡傞偙偲偑嬈柋偺忣曬巟墖偱偁傞丅
(2)嵎偟棫偰寁夋嬈柋
嵎偟棫偰寁夋偲偄偆偺偼丄屄乆偺嶌嬈幰傗婡夿偵懳偟偰丄巇帠偺桪愭弴彉傪偮偗偰妱傝晅偗傞寁夋偺偙偲偱偁傞丅懡昳庬丒彫儘僢僩丒抁婜娫惗嶻偺壛岺丒慻棫偰傪峴偆岺応尰応偺嵎偟棫偰寁夋偺帺摦壔乮僟僀僫儈僢僋丒僗働僕儏儕儞僌乯偼幚梡偺抜奒偵柍偄偺偱丄尰応娗棟幰偺摢擼偵傛傞寁夋偯偔傝偵側傞丅偦偺偨傔偵尰応娗棟幰傊偼丄寁夋偺俁忣曬偺採嫙偑忣曬巟墖偵側傞丅寁夋偺俁忣曬偲偼丄妱傝晅偗壜擻側恖傑偨偼婡夿偺岓曗乮惗嶻擻椡忣曬乯丄巇帠偺幚峴岺悢帪娫乮俽俿乯丄尰嵼幚峴拞偺巇帠偺恑捇忬嫷傑偨偼廔椆梊掕帪崗乮惗嶻恑捇忣曬乯偺俁偮偱偁傝丄寁夋嶌傝偺偲偒偵尰応娗棟幰偑偙傟傜俁偮傪儕傾儖僞僀儉偵抦傞偙偲偑偱偒傟偽丄斵傜偺摢擼偼嵟揔側嵎偟棫偰寁夋傪梕堈偵摫偒弌偡偙偲偑壜擻偱偁傞丅
傑偨丄嵎偟棫偰寁夋偼惗嶻偺恑峴傪朩偘傞慾奞梫場(奜棎)偺敪惗偺偨傔偵丄偨傃偨傃曄峏傪梋媀側偔偝傟傞丅偦偺偨傔丄偦偺搒搙寁夋偺峏怴偑側偝傟側偗傟偽側傜側偄丅偙偺偲偒傕丄忋婰偺儕傾儖僞僀儉側俁忣曬偺採嫙偑偁傟偽丄懄抐懄寛偱偒傞偙偲偵側傞丅
(3)嶌嬈巜帵嬈柋
嶌嬈幰傗婡夿偛偲偵丄巇帠傪柦椷偡傞偙偲傪嶌嬈巜帵偲偄偆偑丄旘傃崬傒傗妱傝崬傒偺巇帠偺敪惗傑偨偼堎忢偺敪惗偵傛偭偰丄椪婡墳曄偵巇帠偺桪愭弴彉傪曄偊偰嶌嬈巜帵偝傟側偗傟偽側傜側偄丅
(4)惗嶻忬嫷偺娔帇偲堎忢懳墳嬈柋
尰応娗棟幰偺嵟傕廳梫側嬈柋偱偁傞丅嶌嬈巜帵偳偍傝偵弴挷偵嶌嬈偑恑傫偱偄傞偐偳偆偐傪娔帇偟側偗傟偽側傜側偄偑丄巆擮側偑傜丄壛岺慻棫偰宆偺懡偔偺岺応偱丄尰応偺嶌嬈偺恑峴忬嫷偑夋柺偱儕傾儖僞僀儉偵尒偊傞傛偆偵側偭偰偄傞偺偼傑傟偱偁傞丅嬶懱揑偵偼丄偁傞婡夿偼崱偳偺巇帠傪偟偰偍傝丄壗屄栚傪壛岺拞偱丄晄椙偺敪惗偼側偔丄壛岺懍搙偼寁夋偵偨偄偟偰抶傟偼敪惗偟偰偍傜偢丄偙偺傑傑偄偗偽壗暘屻偵嶌嬈偼偍傢傞丄偲偄偆偙偲偑堦栚偱尒偊傞傛偆偵側偭偰偄側偗傟偽側傜側偄丅
堎忢偑敪惗偟偨傜丄偦偺堎忢偺寈曬偑側偝傟偰丄尰応娗棟幰偵抦傜偝傟側偗傟偽側傜側偄丅師偵丄堎忢偑懠岺掱偵攇媦偡傞偐偳偆偐傪尒嬌傔偰懳墳嶔傪棫偰傞偙偲偵側傞偑丄偦偺偨傔偺忬嫷攃埇偺忣曬偵傛偭偰丄嵟慞偺寛抐偑偱偒傞偙偲偵側傞丅
偙偙偱傕丄昁梫側忣曬偑懄嵗偵採嫙偝傟傟偽丄堎忢懳墳嬈柋偼敾抐偺懍搙偲惛搙傪奿抜偵崅傔傞偙偲偵側傞丅
(5)斀徣偲夵慞嬈柋
斀徣嬈柋偼梊掕傑偨偼栚昗偵偨偄偟偰丄幚愌偑枹払偺偲偒偵枹払偺梫場傪傒偒傢傔丄梻擔埲崀偺嬈柋偵惗偐偡偙偲偩偑丄偙傟偵偼嶌嬈廔椆偲摨帪偵嶌嬈幚愌偲惗嶻幚愌偺忣曬偑帺摦揑偵廤寁偝傟偰偄側偗傟偽側傜側偄丅偙偙偱傕丄嶌嬈幰偺擔曬傗揱昜偐傜偺廤寁偲偄偭偨儁乕僷乕偵傛傞傕偺偼丄帠柋岺悢偺敪惗偲忣曬偺惛搙偲怣棅惈偺揰偱栶棫偨側偄丅
師偵丄夵慞嬈柋偵偮偄偰偼丄幚懺傪昞偡惓妋側僨乕僞偑摼傜傟傟偽丄師偺傛偆側夵慞偑偡偡傔傜傟傞丅
- 惢憿儕乕僪僞僀儉偺抁弅
巇帠偺奺岺掱偺擖岥偲弌岥偺捠夁帪崗僨乕僞偑偁傟偽丄岺掱娫懾棷帪娫偺戝偒偄偲偙傠偵懳嶔偡傟偽丄儕乕僪僞僀儉傪抁弅偱偒傞丅- 巇妡傝嵼屔偺埑弅
儚乕僋偺奺岺掱偺擖岥偲弌岥偺捠夁屄悢偺僨乕僞偑偁傟偽丄巇妡傝嵼屔偺戝偒偡偓傞岺掱娫偺嵼屔傪埑弅偱偒傞丅- 婡夿壱摥棪偺岦忋
婡夿偺旕壱摦棟桼乮嵽椏懸偪丄岺掱懸偪丄恖懸偪丄昳幙僩儔僽儖丄屘忈僠儑僐掆丄側偳乯偛偲偺帪娫僨乕僞偑偁傟偽丄旕壱摦棟桼僷儗乕僩恾偵傛偭偰懳嶔偡傟偽壱摥棪傪岦忋偱偒傞丅- 曕棷傝棪丒捈峴棪偺岦忋
晄椙偺敪惗梫場暘愅僨乕僞傗惢憿棜楌僨乕僞偑偁傟偽丄偙偺僨乕僞偺暘愅偐傜曕棷傝棪傗捈峴棪傪夵慞偱偒傞丅- 屄暿幚愌尨壙偺埑弅
屄暿幚愌尨壙偺尨扨埵僨乕僞乮尨嵽椏巊梡検丄嶌嬈岺悢帪娫丄婡夿彏媝帪娫丄偦偺懠曄摦宱旓乯偑偁傟偽丄僨乕僞傪尒側偑傜嶌嬈曽朄傪偐偊傞偙偲偱丄幚愌尨壙傪埑弅偱偒傞丅- 曐慡旓偺埑弅
梊杊曐慡偺偨傔偺摦嶌帪娫僨乕僞傗摦嶌夞悢僨乕僞偑偁傟偽丄梊杊揑側曐慡偑偱偒偰丄曐慡旓傪埑弅偱偒傞丅偝傜偵梊抦曐慡偺偨傔偺愝旛偺寬峃忬懺僨乕僞乮楎壔孹岦僨乕僞乯偑偁傟偽丄梊抦揑側曐慡偑偱偒偰曐慡旓傪埑弅偱偒傞丅
俀丏俹俷俹偺娗棟僥乕儅
惗嶻忣曬傪偦偺敪惗尮偐傜捈愙嵦庢偟丄尰応娗棟幰偍傛傃娗棟僗僞僢僼偵採嫙偡傞偙偲偱丄尰応娗棟幰偍傛傃娗棟僗僞僢僼偼傗傞傋偒娗棟僥乕儅傪梕堈偵娗棟偱偒傞傛偆偵側傞丅
(1)惗嶻恑捇娗棟
屭媞枮懌傪傒偨偡偨傔偺丄抁擺婜傑偨偼旘傃崬傒偵懳墳偡傞偨傔偵偼丄尰応娗棟幰傕娗棟僗僞僢僼傕摨偠惗嶻恑捇忣曬傪嫟桳偟側偑傜丄屭媞偺梫朷偵偙偨偊傞昁梫偑偁傞丅
惗嶻娗棟偺僗僞僢僼偼俵俼俹乮惢憿帒尮寁夋乯傗岺掱娫摨婜寁夋偺偨傔丄傑偨偼惢斣傗儘僢僩斣崋偺擺婜桪愭傪曄峏巜椷偡傞偨傔偵丄惗嶻恑捇忣曬偑昁梫偱偁傝丄偙偺応崌丄偦偺惢斣傗儘僢僩偑偳偺岺掱偵偁傞偺偐偺恑捇忣曬偑昁梫偱偁傞丅偙傟偵懳偟偰丄尰応娗棟幰偑偦偺惢斣傗儘僢僩傪媫偑偣傞偵偼丄傑偢丄偦傟偑帺岺掱偵偁傞偲偒偼偡偱偵拝庤偟偰偄傞偐斲偐傪妋偐傔丄拝庤偺桪愭弴埵傪忋偘傞傛偆偵嶌嬈巜帵偡傞丅偦傟偑丄慜岺掱偵偁傟偽丄偄偮崰帺岺掱偵偔傞偐傪抦偭偰丄弨旛偟偰偍偔偙偲偱懳墳偱偒傞丅
偙偺傛偆偵丄惗嶻恑捇忣曬偲偟偰偼惢斣傗儘僢僩偺岺掱傊偺髸tA乽嶌嬈拝庤乿乽嶌嬈廔椆乿丄偦偟偰乽岺掱暐偄弌偟乿偺忣曬傪丄僶乕僐乕僪傗俼俥俬俢僞僌偺尰昳昜傪帺摦擣幆偝偣傞曽朄摍偱攃埇偟丄惗嶻娗棟僗僞僢僼傗尰応娗棟幰偵採嫙偡傞俹俷俹僔僗僥儉傛偭偰偙偺娗棟僥乕儅傪幚峴偱偒傞丅
(2)屄暿幚愌尨壙娗棟
廬棃偐傜偺儅僋儘側幚愌尨壙偱偼側偔丄惢斣偺懝塿丄儘僢僩偺懝塿傪柧妋偵偡傞偨傔偵丄儈僋儘偺屄暿偺惓妋側幚愌尨壙傪攃埇偡傞尨壙娗棟偺梫朷偑偁傞丅
偙偺応崌丄尨壙娗棟僗僞僢僼偼幚愌尨壙尨扨埵偵扨壙傪偐偗偰偩偡尨壙僨乕僞偵傛偭偰丄懝塿昡壙偵梡偄偨傝丄尒愊傝僨乕僞偲偟偰梡偄傞丅堦曽丄尰応娗棟幰偼幚愌尨壙尨扨埵偱偁傞丄儘僢僩偛偲偺尨嵽椏巊梡検丄嶌嬈幰岺悢帪娫丄婡夿彏媝帪娫偍傛傃偦偺懠曄摦宱旓偺僨乕僞傪攃埇偟丄偙偺尨扨埵偑傕偺嶌傝偺嶌嬈偺巇曽師戞偱曄摦偡傞偙偲偐傜丄尨扨埵傪傒側偑傜丄傕偺嶌傝傪曄偊偰夵慞偡傞偺偵傕偪偄傞丅
偟偨偑偭偰丄尨嵽椏巊梡検偼丄廳検偱寁應偡傞傕偺偼攭検婡偐傜丄挿偝偱寁應偡傞傕偺偼儘乕僞儕丒僄儞僐乕僟偐傜嵦庢偟丄嶌嬈幰岺悢偼嶌嬈幰偺乽拝庤乿丄乽廔椆乿偺墴偟儃僞儞怣崋偐傜嵦庢偟丄婡夿彏媝帪娫偼摉奩儘僢僩偑婡夿傪愯桳偟偨帪娫傪寁應偟偰嵦庢偟丄偦偺懠曄摦宱旓傕偨偲偊偽揹椡巊梡検傪愊嶼揹椡検寁偺僷儖僗偐傜嵦庢偡傞丅偦偟偰丄偙傟傜傪儘僢僩偛偲偵曇廤偟偰丄尨壙娗棟僗僞僢僼傗尰応娗棟幰偵屄暿偺幚愌尨壙尨扨埵僨乕僞偲偟偰採嫙偡傞俹俷俹僔僗僥儉偵傛偭偰偙偺娗棟僥乕儅傪幚峴偱偒傞丅
(3)婡夿壱摦娗棟
婡夿丒愝旛偺桳岠妶梡傪崅傔傞偺偑婡夿壱摦娗棟偱偁傞丅懡昳庬丒彫儘僢僩丒抁婜娫惗嶻偺岺応偵偍偗傞婡夿愝旛偺旕壱摥帪娫偺棟桼暘愅偵傛傟偽丄惗嶻偺巇慻傒偵婲場偡傞旕壱摦偑戝偒偔丄偙偺僥乕儅偵偍偗傞尰応偺夵慞梋抧偼彮側偔丄惢憿媄弍僗僞僢僼偺娗棟僥乕儅偱偁傞偙偲偼抦傜傟偰偄側偄丅
旕壱摦棟桼偺寢壥偼丄嵽椏懸偪乮嵽椏偺婡懁枹摓拝乯丄恖懸偪乮恖偑抜庢傝偵棃偰偔傟側偄乯丄岺掱懸偪乮慜岺掱偐傜儚乕僋偑棳傟偰偙側偄乯側偳偱丄婡夿偼巇帠偑偱偒偢偵懸偭偰偄傞偨傔偺旕壱摦偱偁傝丄昳幙僩儔僽儖偱偼晄椙敪惗偺尨場捛媦拞偺偨傔婡夿傪巭傔偰偄傞旕壱摦偱偁傝丄抜庢傝偵帪娫傪偐偗偡偓偰偄傞旕壱摦偱偁偭偰丄婡夿屘忈傗僠儑僐掆側偳偺旕壱摦帪娫偼傢偢偐偱偁傞偺偑幚懺偱偁傞丅偟偨偑偭偰偦偺幚懺傪暘愅偡傞偨傔偺旕壱摦棟桼暿帪娫僨乕僞偺攃埇偑側偝傟側偗傟偽側傜側偄丅
偦偺偨傔偵偼婡夿偑愗傝暡傪弌偟偰偄傞偲偒乮僶僀僩偺憲傝怣崋偑弌偰偄傞偲偒乯傪壱摦偲偟丄偦傟埲奜傪旕壱摦偲帺摦敾掕偝偣丄旕壱摦偺偲偒偼偄偔偮偐偺潡R焸祪{僞儞偺偆偪偐傜傂偲偮傪嶌嬈幰偵墴偟偰傕傜偆傛偆偵偟偰丄棟桼暿旕壱摥帪娫傪嵦庢偡傞丅偦偟偰丄偙傟傪旕壱摦棟桼僷儗乕僩恾偵偟偰丄惢憿媄弍僗僞僢僼傗尰応娗棟幰偵採嫙偡傞俹俷俹僔僗僥儉偵傛偭偰丄偙偺娗棟僥乕儅傪幚峴偱偒傞丅
(4)昳幙娗棟丄昳幙曐徹
廬棃偺昳幙娗棟偼晄椙偺暘愅偺傛偆偵丄惗嶻廔椆屻偺僨乕僞惍棟揑側帠偑懡偐偭偨偑丄惗嶻偺嵟拞偺儕傾儖僞僀儉側晄椙梫場僷儗乕僩恾偺採嫙側偳丄尰応娗棟幰偺堎忢懳墳傪懀恑偡傞傛偆側忣曬妶梡偵岦偐傢側偔偰偼側傜側偄丅
傑偨丄昳幙曐徹偺俬俽俷亅俋侽侽侽偑梫媮偡傞惢憿棜楌忣曬傪扨偵曐懚偟偰僩儗乕僒價儕僥傿偵栶棫偰傞偺傒側傜偢丄惢憿棜楌忣曬偺暘愅偐傜丄曕棷傝岦忋傗捈峴棪偺夵慞傊偲揥奐偝偣側偗傟偽側傜側偄丅
偦偺偨傔偵丄専嵏婡傗帋尡婡偐傜昳幙忣曬傪傕傜偭偰廂廤偡傞偲偲傕偵丄奺岺掱偱偺惢憿棜楌乮扤偑丄偄偮丄偳偺婡夿偱丄偳偺嵽椏傪偮偐偭偰丄偳偺岺嬶偱丄壗傪丄偳偺傛偆偵偟偰嶌偭偨乯傪帺摦揑偵嵦庢偟偰丄昳幙僨乕僞儀乕僗偵偟偰丄昳幙娗棟僗僞僢僼傗惢憿媄弍僗僞僢僼偼傕偪傠傫尰応娗棟幰偵傕採嫙偡傞俹俷俹僔僗僥儉偵傛偭偰丄偙偺娗棟僥乕儅傪崅搙壔偱偒傞丅
(5)曐慡娗棟
婡夿愝旛偺曐慡偵偨偄偟偰丄帠屻曐慡丄梊杊曐慡偦偟偰梊抦曐慡偵傛傞傕偺偲偺嬫暿傪柧妋偵偟偨曐慡寁夋傪偨偰傞偙偲偑廳梫偱偁傞丅
偦偟偰丄帠屻曐慡偺傕偺偵偼丄堎忢傗屘忈傪寈曬偟偨傝婰榐偟偨傝偡傞曐慡僗僞僢僼傊偺忣曬巟墖傪峫偊丄梊杊曐慡偺傕偺偵偼丄摦嶌帪娫傗摦嶌夞悢傪帺摦揑偵嵦庢偟偰昞偵偟偰曐慡僗僞僢僼傊忣曬採嫙偟丄梊抦曐慡偺傕偺偵偼偦偺楎壔忬懺偲偄偭偨寬峃忣曬傪嵦庢偟偰僩儗儞僪丒僌儔僼偵偟偰丄曐慡僗僞僢僼偵採嫙偡傞丅
偦偺偨傔偵丄婡夿愝旛偺僙儞僒乕傗愙揰偐傜傾僫儘僌傑偨偼僨僕僞儖怣崋偺僨乕僞傪嵦庢偟丄昞傗僌儔僼偺偐偨偪偵忣曬張棟偟偰丄曐慡僗僞僢僼偵採嫙偡傞俹俷俹僔僗僥儉偵傛偭偰丄偙偺娗棟僥乕儅傪崅搙壔偱偒傞丅
俁丏俹俷俹僔僗僥儉偺峔憿
俹俷俹僔僗僥儉偺峔憿偼丄恾侾偵帵偡奒憌峔憿偱帵偝傟丄僙儞僒乕傗愙揰偺怣崋乮乑師忣曬乯傪俹俷俹抂枛偺俬乛俷偵偮側偄偱丄俹俷俹抂枛偱侾師忣曬張棟偟偰惗嶻忣曬偵偡傞偐丄傑偨偼僀儞僞乕僼僃僀僗傪偲偍偟偰僨乕僞偱傕傜偭偰丄偦傟傪僷僜僐儞偵揱憲偟偰丄僷僜僐儞偱昞傗僌儔僼偵偡傞俀師忣曬張棟偟偰丄夋柺傗僾儕儞僩偱尰応娗棟幰偵採嫙偡傞傕偺偱偁傞丅
恾1.俹俷俹僔僗僥儉偺奒憌峔憿 僔僗僥儉峔惉 忣曬張棟 忣曬柤 俀師忣曬張棟
(俀師忣曬)椺乯壛岺帪娫
(廔椆帪崗亅拝庤帪崗)侾師忣曬張棟
(侾師忣曬)
乮張棟撪梕乯拝庤帪崗
(拝庤怣崋曄壔帪偺帪崗)
廔椆帪崗
(廔椆怣崋曄壔帪偺帪崗)1)帪崗偺晅壛
2)僇僂儞僩
3)宱夁帪娫愊嶼
4)榑棟墘嶼
5)徠崌敾掕丂丂丂丂丂丂6)儘僢僩斣崋偺晅壛
7)嶌嬈幰偺ID偺晅壛
8)僣乕儖No.偺晅壛
9)岺掱斣崋偺晅壛(傾僪儗僗)
10)棟桼/撪栿晅壛侽師忣曬張棟
(侽師忣曬)
怣崋僊儍僓儕儞僌張棟拝庤墴偟儃僞儞怣崋
廔椆墴偟儃僞儞怣崋(1)惗嶻忣曬偺捈愙嵦庢
1. 婡夿偐傜偺捈愙嵦庢
惢憿婡夿偺儕儈僢僩僗僀僢僠丄嬤愙僗僀僢僠丄傑偨偼惂屼夞楬偺僆乕僾儞僐儗僋僞側偳偺揹婥怣崋偐傜丄婡夿偺摦嶌忬懺丄摦嶌夞悢丄壱摥帪娫丄僞僋僩僞僀儉側偳偺惗嶻忣曬傪捈愙嵦庢偱偒傞丏傑偨偼丄惂屼夞楬偺俠俹倀傗僾儘僌儔儅僽儖丒僐儞僩儘乕儔偐傜俼俽俀俁俀俠僀儞僞乕僼僃僀僗傪夘偟偰丄惢憿婡夿偑帩偮惗嶻僨乕僞傪傕傜偆偙偲偱丄忣曬廂廤偱偒傞丅
2. 愝旛偐傜偺捈愙嵦庢
揹婥丄埑弅嬻婥丄悈丄僈僗側偳偺嫙媼愝旛傗嬻挷愝旛側偳偺儐乕僥傿儕僥傿愝旛偺僙儞僒乕傗儊乕僞側偳偺傾僫儘僌怣崋傗儕儗乕側偳偺愙揰偺僨僕僞儖怣崋偐傜丄愝旛偺楎壔忬懺忣曬傗壱摥帪娫丄摦嶌夞悢側偳偺惗嶻忣曬傪捈愙嵦庢偱偒傞丅傑偨丄愝旛偺僐儞僩儘乕儔偐傜俼俽俀俁俀俠僀儞僞乕僼僃僀僗傪夘偟偰丄惗嶻僨乕僞傪傕傜偆偙偲偱丄忣曬廂廤偱偒傞丏
3. 嶌嬈幰偐傜偺捈愙嵦庢
嶌嬈幰偐傜偺捈愙嵦庢偲偄偆偺偼丄嶌嬈幰偵僉乕憖嶌傪偝偣偰僀儞僾僢僩偝偣傞偙偲偱偼側偄丅嶌嬈幰偵偼丄昁梫嵟彫尷偺偨偲偊偽乽嶌嬈奐巒乿偺墴偟儃僞儞傪墴偝偣傞偲偐丄僶乕僐乕僪丒僗僉儍僫傪僶乕僐乕僪偵墴偟摉偰傞憖嶌傪偟偰傕傜偆掱搙偺憖嶌偟偐丄偝偣偰偼側傜側偄丅
偟偨偑偭偰丄偦偺傛偆側娙扨側憖嶌偐傜丄憖嶌偝傟偨墴偟儃僞儞偺訓。偲墴偝傟偨瀺彛偲偄偆忣曬偑嵦庢偱偒傞傛偆偵偡傞傕偺偱偁傞丅
4. 儚乕僋偐傜偺捈愙嵦庢
儚乕僋(壛岺懳徾暔)偵偼丄偦偺宍忬丄悺朄丄惈擻丄摿惈側偳偺忣曬偑撪憼偝傟偰偄傞偲峫偊傟偽丄偙傟傜傪寁應婍傗帋尡婡偵傛偭偰寁應丄帋尡偡傟偽丄寁應婍傗帋尡婡偐傜忣曬傪傕傜偆偙偲偱廂廤偱偒傞丅
傑偨丄儚乕僋偵悘敽偝偣偨尰昳昜偺僶乕僐乕僪傗俼俥俬俢僞僌乮柍慄曽幃擣幆僞僌乯傪偄偔偮偐偺岺掱偺娭栧偱擣幆偝偣傟偽丄儚乕僋偺儘働乕僔儑儞乮強嵼抧乯傗婳愓偺忣曬側偳丄惢憿棜楌偺忣曬傪嵦庢偱偒傞丅
偙偺傛偆偵偡傟偽丄惗嶻偺帪乆崗乆偺惗嶻忣曬偼帺摦揑偵嵦庢偱偒傞丅
(2)俹俷俹抂枛婡偲戞侾師忣曬張棟
俹俷俹抂枛婡偼忣曬敪惗尮偺墴偟儃僞儞側偳偺愙揰傗僙儞僒乕偲擖弌椡夞楬偱愙懕偝傟丄寁應婍丄帋尡婡傑偨偼僐儞僩儘乕儔偲偼俼俽俀俁俀俠僀儞僞乕僼僃僀僗偱愙懕偝傟丄儅儞丒儅僔儞丒僀儞僞乕僼僃僀僗偲偟偰偺塼徎夋柺偲僥儞僉乕偍傛傃墴偟儃僞儞傪旛偊偨抂枛婡偱偁傞丅
偙偺抂枛婡偵偍偄偰丄師偺傛偆側忣曬張棟偑側偝傟傞丅
- 僨乕僞傊偺慜張棟
愙揰偺奐丒暵忬懺丄愙揰偺摦嶌夞悢偺僇僂儞僩丄愙揰偺奐帪娫偲暵帪娫丄愙揰偺僒僀僋儖帪娫側偳傪僨乕僞偵偡傞慜張棟傪峴偆丅- 僨乕僞偺庼庴
俼俽俀俁俀俠僀儞僞乕僼僃僀僗傪夘偟偰丄揱憲僾儘僩僐儖乮婯栺乯偵廬偭偰丄僨乕僞傪傕傜偆丅
- 惗嶻扨埵偺曇廤丂丂
娗棟偵梡偄傜傟傞僨乕僞傗忣曬偼堦晹偺椺奜傪彍偄偰丄惗嶻偺扨埵偵曇廤偝傟偨僨乕僞傗忣曬偱側偗傟偽巊偊側偄丅偦偙偱丄惢斣傗儘僢僩斣崋偛偲偵偔偔傜傟偨僨乕僞傗忣曬偵曇廤偡傞丅- 帪崗偺晅壛丂丂
僀儀儞僩偺敪惗帪崗傪晅壛偟偨僨乕僞傗忣曬偵偟偰偍偔偙偲傕廳梫偱偁傞丅- 鑷抣偲偺斾妑丂丂丂
奜晹偐傜偺僨乕僞偲撪晹偺鑷抣傗僨乕僞偲斾妑偟偰寈曬偡傞偨傔偺傕偺偱丄堎忢偺寈曬傕偁傞偑丄僼乕儖丒僾儖乕僼乮億僇傛偗乯偺寈崘傕偁傞丅- 僈僀僟儞僗昞帵丂丂
堎忢偺敪惗傗堎忢側憖嶌側偳偵懳偟偰偼僈僀僟儞僗傪偩偟偰摫偔傟偨傔偺傕偺偱偁傞丅- 僷僜僐儞偲偺僨乕僞揱憲丂丂
嶌嬈巜帵僨乕僞傪僨乕僞揱憲偱庴偗庢偭偨傝丄惗嶻忣曬傪僷僜僐儞傊僨乕僞揱憲偱憲偭偨傝偡傞傕偺偱偁傞丅(3)僷僜僐儞偲戞2師忣曬張棟
尰応娗棟幰偺僷僜僐儞偼丄惗嶻忣曬偺戞俀師偺忣曬張棟傪峴偆丄偲摨帪偵尰応娗棟幰傊忣曬傪採嫙偡傞僞乕儈僫儖偱偁傞丅
戞俀師偺忣曬張棟偺儊僀儞偲側傞傕偺偼丄尰応娗棟幰偑丄夋柺傪堦栚尒偨偩偗偱丄尰応偺忬嫷傪攃埇偱偒傞傛偆側僌儔僼傿僢僋側夋柺偺忣曬偱偁傞丅傑偨丄廤傔傜傟偨惗嶻僨乕僞傗忣曬傪儅僋儘偵曇廤偟偰丄忋埵偺僒乕僶傗僔僗僥儉偵丄僱僢僩儚乕僋傪夘偟偰曬崘偟丄傑偨惗嶻巜椷摍傪庴偗庢傞栶妱傕偁傞丅
偨偩偟丄尰応娗棟幰偼偦偺栶怑偺奒憌偛偲偵暋悢偄傞偺偱丄僷僜僐儞傕偦傟偧傟偺恖偺帩偪応傗栶怑偵墳偠偨夋柺偵張棟偝傟偨忣曬傪採嫙偟側偗傟偽側傜側偄丅
係丏俹俷俹僔僗僥儉偺揔梡峔惉椺
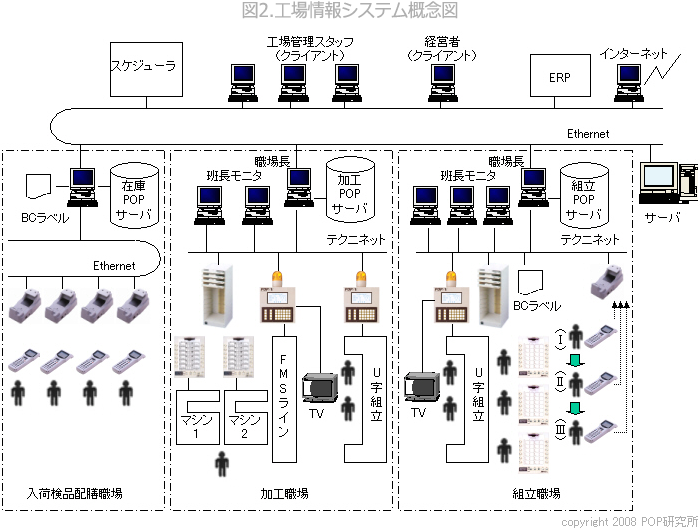
俹俷俹僔僗僥儉偺揔梡峔惉椺傪恾俀偵帵偡丏
偙偺恾偱偼丄俁偮偺怑応偺偦傟偧傟偵俹俷俹僔僗僥儉傪峔惉偟偨椺傪帵偟偰偄傞丅恾2.岺応忣曬僔僗僥儉奣擮恾
(1)擖壸専昳抂埲慜怑応偺俹俷俹僔僗僥儉
擖壸専昳攝慥怑応偱偼嶌嬈幰偵僶乕僐乕僪丒僗僉儍僫傪傕偨偣偰擖壸専昳傪峴傢偣丄攝慥偑廔傢傞偛偲偵丄僶乕僐乕僪晅尰昳昜傪敪峴偟偰埲崀偺岺掱偱偺岺掱恑捇偑偲傜偊傜傟傞傛偆偵偟偰偄傞丅
偙偺怑応偺怑応挿偺僷僜僐儞偵偼擖壸偺忬嫷丄攝慥偺忬嫷丄偝傜偵嵼屔忬嫷偑儕傾儖僞僀儉偵尒傜傟傞傛偆偵側偭偰偍傝丄怑応偺暘愅偵昁梫側僨乕僞偼嵼屔俹俷俹僒乕僶偐傜堷偒弌偣傞傛偆偵側偭偰偄傞丅
(2)壛岺怑応偺俹俷俹僔僗僥儉
壛岺怑応偺斈梡婡夿偵偼丄儊儌儕曽幃偺壱摦娗棟僣乕儖傪偍偒丄俥俵俽儔僀儞傗倀帤壛岺儔僀儞偵偼俹俷俹抂枛婡傪偍偄偰丄偦傟傜偑斍挿傗怑応挿偺僷僜僐儞偲僱僢僩儚乕僋偝傟偰偄傞峔惉偱偁傞丅側偍丄儔僀儞偵偼僥儗價偑偁傝丄偦偺夋柺偼嶌嬈幰偵抦傜偣傞傋偒忣曬丄偨偲偊偽弌棃崅悢丄嶌嬈偺恑傒抶傟丄傑偨偼晄椙偺敪惗悢側偳偑尒偊傞傛偆偵側偭偰偄傞丅
斍挿偺僷僜僐儞偼斍挿儌僯僞偲傛偽傟丄帺暘偺帩偪応偺壛岺忬嫷偑儕傾儖僞僀儉偵尒偊傞傛偆偵側偭偰偍傝丄斍挿偺昩扨埵偺懄抐懄寛傪壜擻偵偟偰偄傞丅丂怑応挿偺僷僜僐儞偵偼壛岺怑応偺惗嶻忣曬偺偡傋偰偑廂廤偝傟偰丄掕帪偵偼擔曬傗寧曬偑帺摦揑偵弌椡偝傟丄偦傟偑儅僋儘偵曇廤偝傟偰岺応僒乕僶偵憲傜傟傞丅傑偨丄忋埵偺俤俼俹傗僗働僕儏乕儔偐傜偺惗嶻巜椷傪偆偗偰丄嵎偟棫偰寁夋傗嶌嬈巜帵偑峴偊傞丅偝傜偵丄壛岺怑応偺惗嶻僨乕僞偼壛岺俹俷俹僒乕僶偵廂擺偝傟偰偍傝丄怑応挿偼偄偮偱傕僨乕僞傪堷偒弌偟偰暘愅偱偒傞傛偆偵偟偰偄傞丅
(3)慻棫偰怑応偺俹俷俹僔僗僥儉
倀帤慻棫偰儔僀儞乮僙儖慻棫偰乯偵偼俹俷俹抂枛婡丄戝宆慻棫偰嶌嬈幰偵偼儌僶僀儖幃偺俬俿僣乕儖傪傕偨偣丄僙儖岺掱慻棫偰偺嶌嬈幰偵偼僶乕僐乕僪丒僗僉儍僫傪傕偨偣偰丄偦傟傜偑斍挿偲怑応挿偺僷僜僐儞偲僱僢僩儚乕僋偱寢偽傟傞峔惉偱偁傞丅
斍挿偺僷僜僐儞偼丄帺暘偺帩偪応偺慻棫偰恑峴忬嫷偑儕傾儖僞僀儉偵尒偊傞傛偆偵側偭偰偍傝丄斍挿偺昩扨埵偺懄抐懄寛傪巟墖偟偰偄傞丅
怑応挿偺僷僜僐儞偵偼丄慻棫偰怑応偺惗嶻忣曬偺偡傋偰偑廂廤偝傟偰丄偙傟傕掕帪偵偼擔曬寧曬偑帺摦揑偵弌椡偝傟丄偦傟偑儅僋儘偵曇廤偝傟偰丄岺応僒乕僶偵憲傜傟傞丏傑偨丄忋埵偺俤俼俹傗僗働僕儏乕儔偐傜偺惗嶻巜椷傪偆偗偰丄嵎偟棫偰寁夋傗嶌嬈巜帵偑峴偊傞丅偝傜偵丄慻棫偰怑応偺惗嶻僨乕僞偼慻棫偰俹俷俹僒乕僶偵廂擺偝傟偰偍傝丄怑応挿偼偄偮偱傕僨乕僞傪堷偒弌偟偰暘愅偱偒傞傛偆偵偟偰偄傞丅
偙偺傛偆偵丄忋埵偺宱塩幰傗岺応娗棟僗僞僢僼偺傒側傜偢丄奺怑応偺斍挿傗怑応挿偝傜偵偼嶌嬈幰偺僥儗價儌僯僞偵偄偨傞傑偱丄昁梫側忣曬偑丄昁梫側帪偵採嫙偝傟傞傛偆偵偟偰丄嬈柋傪巟墖偱偒傞峔惉傪偲偭偰偄傞丅
{kind=link}